
变频器在机床上应用
行业工艺要求:
1、车床粗加工时,进刀量大,加工速度低,负载冲击性大。
2、车床精加工时,进刀量小,为了保证加工效果,加工速度高。
3、要求主轴电机低速高转矩输出,同时能高速超频运行。
4、频率给定信号和电机实际转速线性度高,受负载干扰小。
电气方案图:
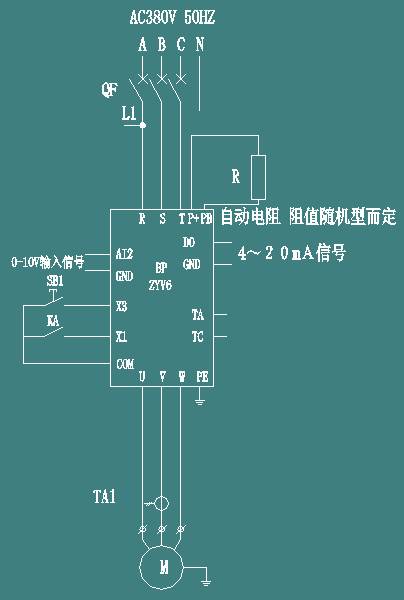
方案优点:
1、满足数控车床高生产率、高削切精度、高稳定性、高柔性要求。
2、低频力矩大,在0.5Hz低频保持150%输出转矩。
3、实现无极调速,运行平滑,全方位对电机进行保护。
参数设置表:
|
功能码 |
功能说明 |
设定值 |
备注 |
|
P0.06 |
运行命令通道选择 |
1 |
端子运行命令 |
|
P0.07 |
主频率源A选择 |
4 |
AI2通道 |
|
P0.19 |
加速时间1 |
客户需求 |
|
|
P0.20 |
减速时间1 |
客户需求 |
|
|
P6.12 |
模拟量输入防抖偏差极限 |
0.01 |
提高模拟量的分辨率 |
|
P7.02 |
输入端子X3功能 |
5 |
反转点动控制 |
|
P1.21 |
点动反转运行频率设定 |
客户需求 |
|
下一个
上一个:
下一个:
解决方案




加我微信
